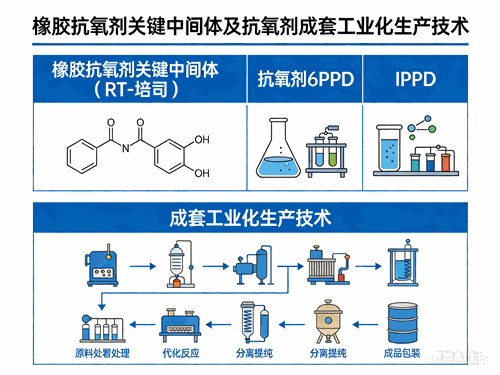
2橡胶抗氧剂关键中间体( RT-培司 ) 以及抗氧剂6PPD、IPPD成套工业化生产技术
*通过对RT-培司反应机理及产物分离的深入研究,解决了副反应的控制以及催化剂的循环使用、回收、能量梯级利用等问题,使RT-培司生产技术突破了目前专利的封锁。 *该技术所达到的综合消耗水平为国内最低,产品质量处于一流水平。

*通过对RT-培司反应机理及产物分离的深入研究,解决了副反应的控制以及催化剂的循环使用、回收、能量梯级利用等问题,使RT-培司生产技术突破了目前专利的封锁。 *该技术所达到的综合消耗水平为国内最低,产品质量处于一流水平。
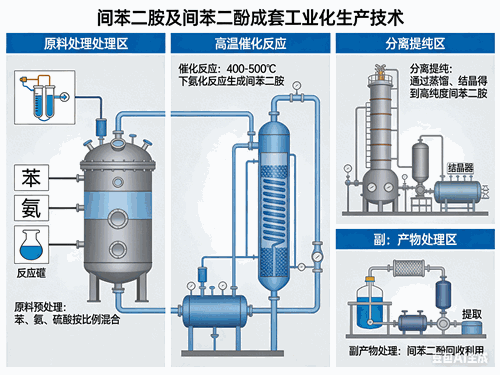
1、开发了新型催化加氯工艺,使催化剂消耗降低了40%,在同行业中处于一流水平。 2、间苯二胺达到聚合级(99.98%),邻苯二胺达到 99.8%以上纯度,对苯二胺达到 99%以上纯度。 3、硝化红水采用连续分解处理法去除硝基酚类物质,有效降低了三废排放,实现了苯二胺产品的高效绿色制备。

1.均热直回式流态化反应技术打破了国外在有机硅领域的技术封锁,推广应用17台套,年产值近百亿元; 2.环流式旋风分离系列专利技术使我国气固分离技术达到国际领先水平,推广应用1800余台套; 3.高效精馏洗涤技术实现工业含尘气超细颗粒的彻底去除,减排降耗效益显著,工业推广21台套。
1.国内首套万吨级氯化亚硕连续化生产工艺,产品纯度高、三废排放少,已推广3套; 2.加压法三聚氰胺合成工艺,技术路线成熟、安全可靠,工业化应用2套; 3.高纯氯化氢专利技术,确保产品纯度≥99.999%。
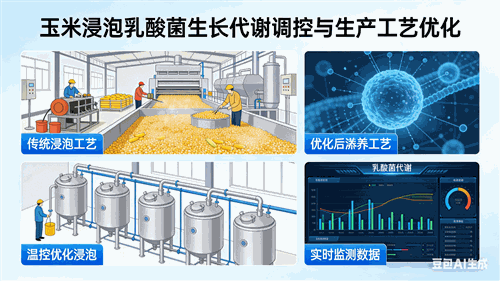
传统的玉米浸泡工艺存在生产周期长、成本高、效率低、能耗高、污染环境等问题,严重制约了淀粉企业的发展。本项目对玉米浸泡过程中乳酸菌的生态环境进行系统研究,建立生物传感器分析方法,优化浸泡工艺,并应用于生产实践。该项目有利于工业生物技术产业的节能减排和升级改造。玉米为全球性主要的粮食作物之一,因其丰富的产出和可再生的资源优势而受到广泛关注,玉米深加工产业也被世界誉为“黄金”产业。该项目的完成将为玉米淀粉加工行业提供理论支持和技术指导,有利于工业生物技术产业的节能减排和升级改造。 创新性:(1)解决了传统玉米浸泡工艺中亚硫酸带来的设备腐蚀、地下水污染、产品中亚硫酸残留等问题;(2)建立了生物传感器分析与控制方法,实现了玉米浸泡工艺的精确控制,改变了行业中凭经验调整浸泡参数的做法;(3)缩短了浸泡周期,降低了生产成本。
与贝利特水泥相比,工业化制备的贝利特-硫铝酸钡(锶)钙水泥具有良好的早期力学性能、体积稳定性和耐久性。同时,该水泥还具有烧成温度低,节约能源;可利用低品位原料和工业废渣生产,节约资源;减少了 CO2 排放量并消除了钡(锶)渣污染,环境友好等显著特点,具有良好的经济、社会和环境效益,应用前景良好。本技术已在悬浮预热器回转窑水泥生产线上进行了规模化生产,取得了良好效果,并形成批量生产。鉴于目前的示范线生产规模仍然偏小,拟在其日产 1000 吨和 2500 吨熟料预分解窑系统进行技术转化与应用。在具有钡锶盐工业废渣或尾矿的地区,可利用现有水泥回转窑生产线生产。